
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Plakalar için anti-yapışma çerçeve tipi otomatik yükleme ve boşaltma makinesi
Mobilya iş parçaları tüm paletlere yüklendiğinde, malzemenin hava geçirgenliği nedeniyle, iş parçaları arasındaki uyum derecesi,
ve kenarlarda yapıştırıcı yapışması, manipülatör iş parçalarını yakalarken karşılıklı yapışmaya neden olabilir:
Hedef, bir kat iş parçasını almaktır, ancak gerçekte en fazla 3-4 kat alabilir.
Bu bir dizi olumsuz etkiye neden olacak ve ekipman operasyonunun güvenilirliğini büyük ölçüde azaltacaktır.
Ekipmanın plakaların yüklenmesi için yüksek gereksinimleri vardır: plakalar ne kadar uzun süre yerleştirilirse, plakalar arasındaki uyum o kadar sık.
ve yapışmanın kolay olması; Plakaların temizliği ve kenarlardaki kalıntı tutkal, plakalar arasındaki karşılıklı yapışmayı ağırlaştırabilir.
Ekipmanın operasyonel güvenilirliği zayıftır.
Plakalar arasındaki karşılıklı yapışmanın neden olduğu sorunlar kapatma ve manuel müdahale gerektirir ve bu durum sık sık gerçekleşir.
Yüksek bir güvenlik riski vardır: Sık anormallikler, personelin manipülatörün çalışma alanına girmesini ve çıkmasını gerektirir, bu da büyük bir güvenlik riski oluşturur.
Emme kabı kapma döngüsü sabitlenmez: plakaları serbest bırakmak için masanın yüksekliği sabittir, ancak yakalanırken,
Plakalar her paletten tabakaya göre katman tutulur ve yükseklik kademeli olarak azalır, bu da sürekli değişir.
Bu nedenle, yukarıdaki sorunlara yanıt olarak delinecek plakaları doğru bir şekilde beslemek için yeni bir tür bağlantılı besleme otomasyon ekipmanı araştırmak ve geliştirmek gerekir.
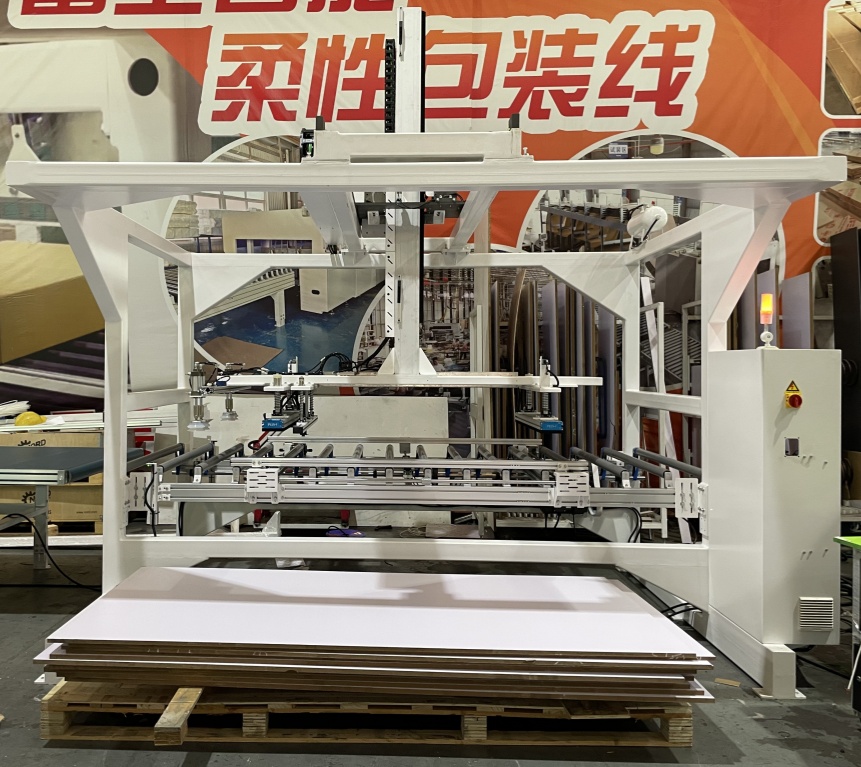

Ahşap Tabanlı Panel Üretim Hattı'nda Yapı Karşıtı Çerçeve Tipi Otomatik Yükleme ve Boşaltma Makinesinin İş Akışı
1. Yükleme Hazırlığı: İşçiler, işlenen ahşap bazlı panellerin tüm paletlerini ekipmanın beslenme rafına yerleştirir. Rafın kaldırma platformu otomatik olarak başlangıç kapma yüksekliğine ayarlanır.
2. Konumlandırma ve Kapma: Portal manipülatörü, kapma mekanizmasını doğrudan panellerin üzerinde hareket etmeye yönlendirir. Bir endüstriyel kamera panellerin konumunu bulur;
Emme bardağı panel yüzeyine temas etmek için iner ve anti-yapışma modülü eşzamanlı olarak aktive edilir.
3.anti-yapışma tespiti: Bir gerginlik sensörü yükü algılar. Sadece tek bir panel tabakasının yakalandığını teyit ettikten sonra, panelin bir ucuna dört küçük disk şeklindeki vantuz
Ve ekstra yapışmış panellerin çalkalandığından emin olmak için birkaç saniye boyunca şiddetli bir şekilde yukarı ve aşağı sallayın. Daha sonra manipülatör kılavuz rayı boyunca işleme ekipmanının beslenme portuna hareket eder.
4. Boşaltma: Panel işleme ekipmanının belirlenen konumuna teslim edildikten sonra, vantuzlar yükleme işlemini tamamlamak için vakumu serbest bırakır. Aynı zamanda,
Bir başka kapma mekanizması seti senkronize işlenmiş paneli ekipmandan çıkarır ve boşaltma konveyör hattına aktarır.
5.ciklik çalışma: Besleme rafının kaldırma platformu, kapma yüzey yüksekliğini sabit tutmaya devam ettikçe kademeli olarak yükselir. Paletteki tüm paneller işlendiğinde,
Ekipman, maddi bir değişiklik istemi yayınlar.
Talep Gönder

X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası